

Hindi kinakalawang na asero na likidTagagawa, may-ari ng stock, plate/sheet na hindi kinakalawang na asero, tagaluwas ng SS coil/ strip sa TSINA.
Hindi kinakalawang na aseroay unang ginagawa sa mga slab, na pagkatapos ay isinasailalim sa isang proseso ng conversion gamit ang isang Z mill, na nagko-convert ng slab sa coil bago pa igulong. Ang malalapad na coil na ito ay karaniwang ginagawa sa humigit-kumulang 1250mm (minsan ay medyo mas malapad) at kilala bilang 'mill edge coils'.
Ang mga malalawak na coil na ito ay pinoproseso pa gamit ang iba't ibang pamamaraan sa paggawa tulad ng slitting, kung saan ang malalawak na coil ay hinihiwa sa maraming hibla; dito ginagawa ang karamihan sa
Lumilitaw ang kalituhan sa terminolohiya. Pagkatapos hiwain, ang
Ang hindi kinakalawang na asero ay bumubuo ng isang pangkat ng mga coil na kinuha mula sa mother coil at ang mga ito ay tinutukoy sa maraming iba't ibang pangalan, kabilang ang mga strip coil, slit coil, banding o simpleng mga strip.
Ang paraan ng pag-ikot ng mga coil ay maaaring magresulta sa iba't ibang pangalan na inilalapat sa mga ito. Ang pinakakaraniwang uri ay kilala bilang 'pancake coil', na ipinangalan sa hitsura ng coil kapag inilatag nang patag; ang 'ribbon wound' ay isa pang pangalan para sa pamamaraang ito ng pag-ikot.
Ang isa pang uri ng paikot-ikot ay ang 'traverse' o 'Oscillated', na kilala rin bilang 'bobbin wound' o 'spool' dahil sa ang katunayan na ito ay parang isang bobbin ng bulak, kung minsan ang mga ito ay maaaring pisikal na iikot sa isang plastik na spool. Ang paggawa ng coil sa ganitong paraan ay nagbibigay-daan sa mas malalaking coil na magawa, na nagreresulta sa pinahusay na katatagan at mas mahusay na ani ng produksyon.

Malamig na pinagsamang hindi kinakalawang na asero na likid
Ang coil na hindi kinakalawang na asero ay pinaikot gamit ang cold rolling mill sa temperatura ng silid. Ang karaniwang kapal ay mula 0.1 mm hanggang 3 mm at lapad mula 100 mm hanggang 2000 mm.
Malamig na pinagsamang hindi kinakalawang na asero na coil
Mayroon itong mga bentahe ng makinis na ibabaw, patag na ibabaw, mataas na katumpakan ng dimensyon at mahusay
mga mekanikal na katangian. Karamihan sa mga produkto ay nilululon at maaaring iproseso upang maging mga pinahiran na bakal.
Ang proseso ng produksyon ng malamig na pinagsamang hindi kinakalawang na asero coil ay pag-aatsara, normal na temperatura rolling, pagpapadulas, annealing,
pagpapantay, pinong pagputol at pagbabalot.
Mainit na pinagsamang hindi kinakalawang na asero na likid
Ito ay gawa sa hot coil mill na may kapal na 1.80mm-6.00mm at lapad na 50mm-1200mm. Ang hot-rolled stainless steel ay may mga bentahe ng mababang tigas, madaling pagproseso at mahusay na ductility. Ang mga proseso ng produksyon nito ay ang pag-aatsara, high temperature rolling, process lubrication, annealing, leveling, finishing at packaging.
May tatlong pangunahing pagkakaiba sa pagitan ng cold-rolled stainless steel coil at hot-rolled stainless steel coil.
Una sa lahat, mas mainam ang lakas at yield strength ng cold-rolled stainless steel coil, at mas mainam din ang ductility at toughness ng hot-rolled stainless steel coil. Pangalawa, ang kapal ng cold-rolled stainless steel coil ay ultra-thin, habang mas malaki naman ang sa hot-rolled stainless steel coil. Bukod pa rito, ang kalidad ng ibabaw, hitsura, at katumpakan ng dimensyon ng cold-rolled stainless steel coil ay mas mainam kaysa sa hot-rolled stainless steel coil.
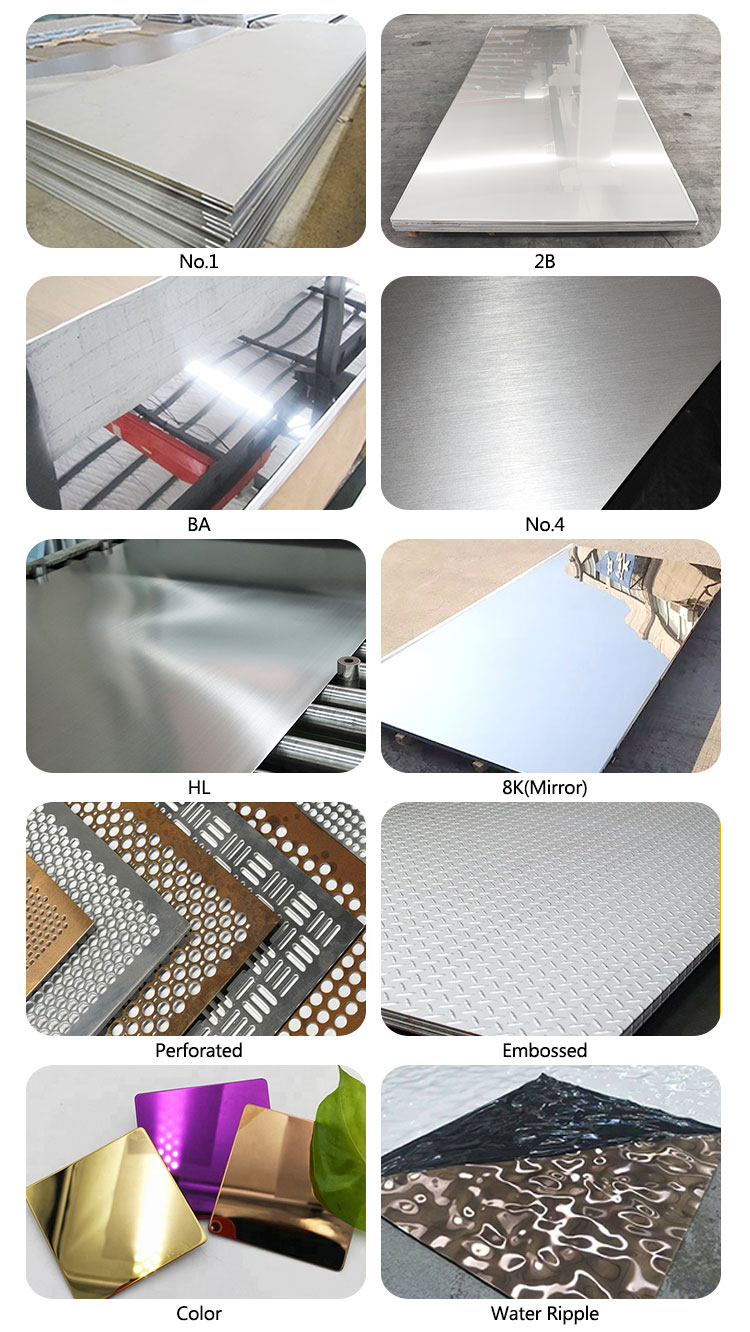
PAGGAMOT SA IBABAW
Mayroon kaming mga kagamitang inangkat at mga propesyonal na inhinyero, kaya ang ibabaw ng bawat aming hindi kinakalawang na asero na plato ay mas mataas kaysa sa inaasahan ng customer.
| Ibabaw | Katangian | Teknolohiya sa Pagproseso |
| N0.1 | Orihinal | Inatsara pagkatapos ng mainit na paggulong |
| 2D | Putol | Mainit na paggulong + annealing shot peening pag-aatsara + malamig na paggulong + annealing pag-aatsara |
| 2B | Malabo | Mainit na paggulong + annealing shot peening pag-aatsara + malamig na paggulong + annealing pag-aatsara + paggulong ng tempering |
| N0.3 | Matte | Pagpapakintab at pagpapatigas ng paggulong gamit ang 100-120 mesh na mga materyales na nakasasakit |
| N0.4 | Matte | Pagpapakintab at pagpapatigas ng paggulong gamit ang 150-180 mesh na nakasasakit na materyal |
| BLG. 240 | Matte | Pagpapakintab at pagpapatigas ng paggulong gamit ang 240 mesh na mga materyales na nakasasakit |
| BLG. 320 | Matte | Pagpapakintab at pagpapatigas ng paggulong gamit ang 320 mesh na mga materyales na nakasasakit |
| BLG. 400 | Matte | Pagpapakintab at pagpapatigas ng paggulong gamit ang 400 mesh na mga materyales na nakasasakit |
| HL | Pinisil | Gilingin ang ibabaw ng bakal na sinturon gamit ang angkop na laki ng butil ng paggiling upang maipakita nito ang isang tiyak na paayon na tekstura. |
| BA | Maliwanag | Ang ibabaw ay pinainit at nagpapakita ng mataas na repleksyon |
| 6K | Salamin | Magaspang na paggiling at pagpapakintab |
| 8K | Salamin | Pinong paggiling at pagpapakintab |
Oras ng pag-post: Abr-07-2023