

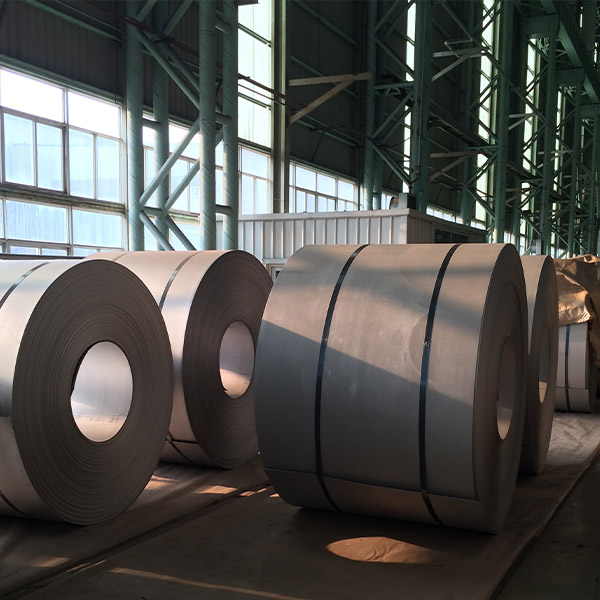
Pag-aatsara ng Hot Rolled Steel Coil



Mga sukat
Ang laki ng steel plate ay dapat matugunan ang mga kinakailangan ng talahanayan na "Mga Dimensyon at Pagtutukoy ng Hot Rolled Steel Plate (Sipi mula sa GB/T709-1988)".
Ang laki ng steel strip ay dapat matugunan ang mga kinakailangan ng talahanayan na "Mga Dimensyon at Pagtutukoy ng Hot Rolled Steel Strip (Sipi mula sa GB/T709-1988)".
Ang lapad ng steel plate ay maaari ding maging anumang sukat na 50mm o isang multiple ng 10mm.
Ang haba ng steel plate ay anumang sukat na 100mm o isang multiple ng 50mm, ngunit ang minimum na haba ng steel plate na may lapad na mas mababa sa o katumbas ng 4mm ay hindi dapat mas mababa sa 1.2m, at ang minimum na haba ng isang steel plate na may kapal na higit sa 4mm ay hindi dapat mas mababa sa 2m.
Ayon sa mga kinakailangan, ang kapal ng bakal na plato ay mas mababa sa 30mm, ang agwat ng kapal ay maaaring 0.5mm.
Ayon sa mga pangangailangan, pagkatapos ng negosasyon sa pagitan ng tagapagtustos at ng bumibili, maaaring ibigay ang mga bakal na plato at mga piraso ng iba pang laki.
Pagtutukoy
Karaniwang kapal:0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.35, 2.45, 2.50, 2.70, 2.75, 2.8, 2.9, 2.95, 3.0, 3.25, 3.3, 3.5, . 3.95, 4, 4.25 , 4.5, 4.7, 4.75, 5, 5.5, 5.75, 6, 6.75, 7, 7.5, 7.75, 8, 8.75, 9, 9.5, 9.75, 10, 1.75, 10, 1.5
Pangunahing Produkto
Ang mainit na tuluy-tuloy na rolling ay maaaring nahahati sa ordinaryong carbon structural steel, mababang haluang metal na bakal, at haluang metal na bakal ayon sa materyal at pagganap nito. Ayon sa kanilang iba't ibang gamit, maaari silang nahahati sa: cold forming steel, structural steel, automotive structural steel, corrosion-resistant structural steel, mechanical structural steel, welded gas cylinder at pressure vessel steel, pipeline steel, atbp.
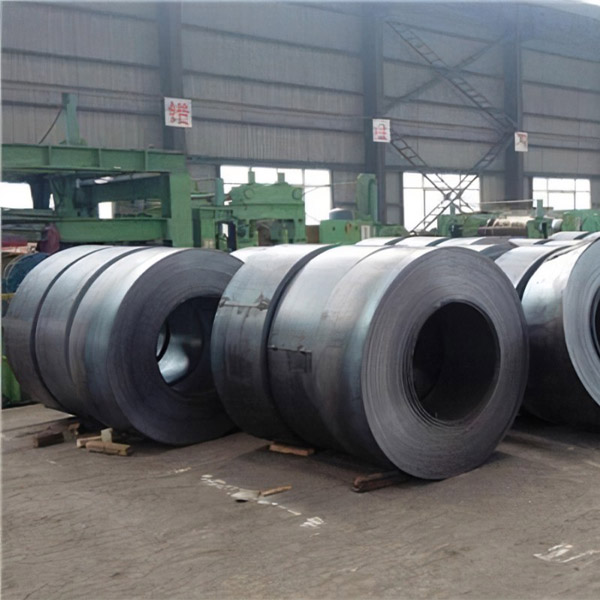
Proseso ng Produksyon
Ang hot-dip galvanized hot-rolled plate unit ay gumagamit ng pinahusay na proseso ng Sendzimir annealing, at ang hilaw na materyal ay hot-rolled pickled coils. Ang proseso ng produksyon ay ang mga sumusunod:
Hot-rolled pickled coil → uncoiling → cutting head and tail → welding → entrance looper → modified Sendzimir horizontal annealing furnace → hot-dip galvanizing → cooling pagkatapos ng plating → zinc layer thickness gauge → smoothing at straightening → passivation treatment → Inspection table → Inspection table → Electrostatic oiling → Electrostatic oiling → Electrostatic oiling
pagpapakita ng produkto

Mga kaugnay na produkto
-

Hot Rolled Steel Coil
Konsepto ng Produkto Hot rolled (Hot rolled), iyon ay, hot rolled coil, ito ay gumagamit ng slab (pangunahin ang tuluy-tuloy na casting billet) bilang hilaw na materyal, at pagkatapos ng pag-init, ito ay ginawang strip na bakal sa pamamagitan ng magaspang na rolling mill at finishing mill. Ang mainit na strip ng bakal mula sa huling rolling mill ng finishing rolling ay pinalamig sa isang nakatakdang temperatura sa pamamagitan ng laminar flow, at pagkatapos ay nakapulupot sa isang steel coil ng coiler. Ang cooled steel coil ay sumasailalim sa iba't ibang...
-

A36 SS400 S235JR Hot Rolled Steel Coil /HRC
Ang Kalidad ng Ibabaw ay Nahahati sa Dalawang Antas Ordinaryong katumpakan: ang ibabaw ng steel plate ay pinapayagan na magkaroon ng manipis na layer ng iron oxide scale, kalawang, pagkamagaspang sa ibabaw na dulot ng pagbabalat ng iron oxide scale, at iba pang mga lokal na depekto na ang taas o lalim ay lumampas sa pinapayagang paglihis. Ang mga hindi halatang burr at indibidwal na mga bakas na ang taas ay hindi lalampas sa taas ng pattern ay pinapayagan sa pattern. Ang maximum na lugar ng ...
-

High-Precision Pattern Coil
Panimula ng Produkto Ang mga pagtutukoy ng checkered steel plate ay ipinahayag sa mga tuntunin ng pangunahing kapal (hindi binibilang ang kapal ng mga tadyang), at mayroong 10 mga detalye ng 2.5-8 mm. Ang No. 1-3 ay ginagamit para sa checkered steel plate. Class B ordinaryong carbon structural steel ay pinagsama, at ang kemikal na komposisyon nito ay nakakatugon sa mga kinakailangan ng GB700 "Mga Teknikal na Kondisyon para sa Ordinaryong Carbon Structural Steel". Ang taas ng t...
-

Hot Rolled Pickled Oil Coated Coil
Pagtutukoy Ang kapal ay 0.2-4mm, ang lapad ay 600-2000mm, at ang haba ng steel plate ay 1200-6000mm. Proseso ng Produksyon Sa proseso ng produksyon, ang pag-init ay hindi isinasagawa, kaya walang mga depekto tulad ng pitting at iron scale na kadalasang nangyayari sa mainit na rolling, at ang kalidad ng ibabaw ay mabuti at ang kinis ay mataas. Bukod dito, ang di...